PROCESS OF
THERMOFORMING
Thermoforming: A Comprehensive Guide
1. What is Thermoforming?
Thermoforming is a manufacturing process in which a thermoplastic sheet is heated to a pliable forming temperature, shaped over or into a mold, cooled to retain the new geometry, and trimmed to create a finished product.
Unlike injection molding, thermoforming shapes pre-extruded sheets rather than injecting molten polymer into a closed cavity. This makes it particularly efficient for large parts, packaging components, and medium-volume production runs.
At its core, thermoforming is a controlled sheet-stretching process governed by heat, pressure, vacuum, and material behavior.
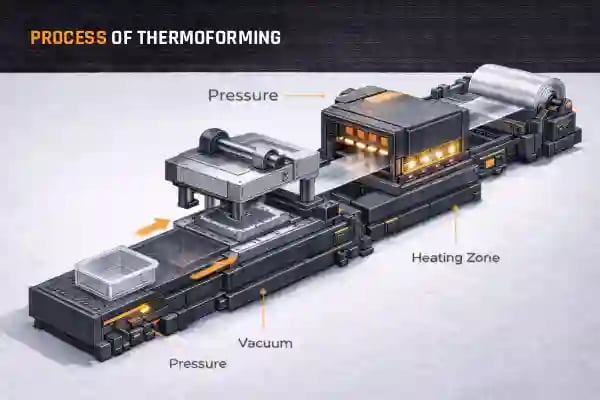
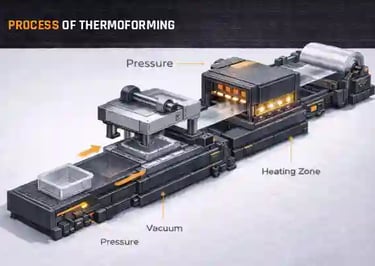
2. Basic Process Overview
The thermoforming process typically consists of the following stages:
Sheet Feeding
Thermoplastic sheet (from roll or cut sheet) is positioned in the forming station.Heating
The sheet is heated uniformly to its forming temperature using radiant heaters.Forming
The softened sheet is formed against a mold using:Vacuum
Pressure
Mechanical assist
Or a combination of these
Cooling
The formed part cools while in contact with the mold to stabilize geometry.Trimming
Excess material (web) is trimmed to achieve final dimensions.Finishing & Inspection
Parts are stacked, inspected, and prepared for downstream use.
3. Types of Thermoforming
Thermoforming is not a single method but a category of forming techniques.
Vacuum Forming
A vacuum is applied between the mold and heated sheet, drawing the material into the cavity. Best suited for simpler geometries and cost-effective production.
Pressure Forming
It combines a vacuum on one side and compressed air on the other to force material tightly against mold details.
Produces sharper features and better surface definition.
Twin-Sheet Forming
Two heated sheets are formed simultaneously and fused together, creating hollow structures.
Ideal for structural applications.
Drape Forming
Material is draped over a mold using gravity and light forming pressure.
Used when thickness consistency is critical.
4. Materials Used in Thermoforming
Thermoforming relies on thermoplastics—polymers that soften when heated and solidify when cooled.
Common materials include:
PET (Polyethylene Terephthalate)
PETG
PP (Polypropylene)
PS (Polystyrene)
ABS (Acrylonitrile Butadiene Styrene)
PVC (Polyvinyl Chloride)
HIPS (High Impact Polystyrene)
Material selection depends on:
Clarity requirements
Impact resistance
Chemical resistance
Heat resistance
Structural strength
Cost constraints
5. Key Engineering Concepts
Thermoforming performance is governed by several technical principles:
Draw Ratio
The relationship between the surface area of the formed part and the original sheet area.
Higher draw ratios result in increased material thinning.
Draft Angles
Tapered vertical walls that facilitate part release from the mold.
Typical standards:
1.5°–2° for female molds
4°–6° for male molds
Wall Thinning
Material stretches during forming. Deeper parts create thinner walls, particularly at corners and radii.
Radii & Corners
Sharp corners increase stress concentration and thinning. Larger radii improve strength and material flow.
Undercuts
Features that prevent straight mold release. These require special tooling strategies or flexible materials.
6. Advantages of Thermoforming
Thermoforming offers significant production benefits:
Lower tooling cost compared to injection molding
Faster mold manufacturing
Ideal for large surface-area components
Suitable for medium-volume production
Faster design iteration
Reduced capital investment
Efficient for transparent packaging applications
For packaging and industrial components, thermoforming is often the most cost-effective solution.
7. Limitations of Thermoforming
While versatile, thermoforming has constraints:
Limited to sheet-based geometries
Wall thickness variation is inherent
Extremely complex undercuts increase tooling complexity
Not always ideal for very high-volume micro-precision parts
Proper design engineering mitigates most of these limitations.
8. Industrial Applications
Thermoforming serves multiple industries:
Food & bakery packaging
Pharmaceutical trays
Electronics protective packaging
Automotive interior panels
Industrial equipment housings
Medical device packaging
Retail display components
Its adaptability makes it a foundational process in modern manufacturing.
9. The Future of Thermoforming
Modern thermoforming is evolving with:
Improved temperature control systems
Multi-zone heating technology
Advanced pressure forming systems
Recyclable and sustainable PET materials
Automated trimming and robotic stacking
Lightweight material optimization
As sustainability and packaging efficiency become priorities, thermoforming continues to play a vital role in reducing material usage while maintaining structural integrity.
Conclusion
Thermoforming is a highly adaptable, cost-efficient, and scalable manufacturing process that transforms heated thermoplastic sheets into functional products through controlled forming techniques.
Its success depends on material selection, engineering design principles, tooling strategy, and process control.
When designed correctly, thermoforming delivers optimal performance, clarity, structural strength, and economic efficiency across a wide range of industrial and consumer applications.
HIPLEX TECHNOLOGIES
9884044670
© 2026 Hiplex Technologies. All rights reserved.
CONTACT
9884077280
VISIT
LINKS
No.19A , Mettupalayam, Kumili, Kannivakkam, (P.O.), Vandalur (T.K.), Chengalpattu District - 603202.